精密矩形線圈繞線機的張力控制

本文介紹的是設計張力控制系統的測試,盡量減小張力的變化。在模擬上進行理論的分析。仿真結果表明,漆包線由于速度的變化產生的長度變化的導致張力頻繁波動。該模型的張力傳感器驗證了預測。成功設計的關鍵是消除張力的變化。我們增加一項包括高速氣缸的張力系統,取代傳統的羊毛氈與彈簧機構。仿真結果表明,新的原型系統幾乎增加了一倍的繞線速度和承受的張力波動的能力。
關鍵詞:張力控制,繞線機,矩形線圈,,精密繞線機.
一.引言
每年都會生產不計其數的變壓器,連同電廠、變電站和電力線路,配電變壓器為全國的商業及住宅提供電能。變壓器制造涉及繞組線圈生產。這些線圈通常由一對銅線在匝數之間夾上的絕緣紙層制成。它們通常是圓形或長方形。
在線圈繞組上必須保持一致的張力。線圈的形狀對所采用的由拉緊產生的張力產生重大影響。對于一個圓形線圈的張力不會變化顯著,但矩形線圈則不同。作為一個矩形線圈,張力會隨著落線點位置的不同而急劇變化。如圖所示,這個速度的變化是由不斷變化的線的長度導致。在圓線圈的情況下這不會有問題,因為在線圈上導線的接觸點是固定的。
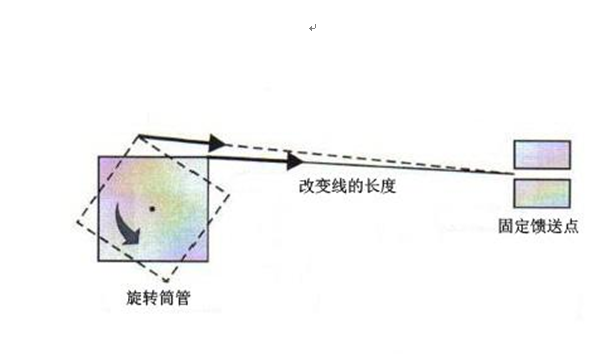
圖1:速度的變化導致繞組上線長度變化
在機器上的導線和不同的主軸負荷緊張的結果各不相同,導致過度的力的變化和機械振動。這反過來可能會導致變化中的線圈漆包線交叉。當這些問題出現后,在繞制現場,糾正起來時很費時間的。會極大的影響線圈工廠的產能。當今市場上普通的適用于較粗的漆線包的張力裝置,是運行在約5米/秒到30米/秒之間。我們通常的繞線速度超過10米/秒,公司的目標是0.45毫米至4毫米的線達到至少20米/秒的速度。
本文進一步考察了張力的波動問題,并且在高速的繞線矩形線圈取得一致的張力關系。在下面的部分問題的作了說明,為現有的可用技術做了綜述。
二.背景
現有的繞線系統使用羊毛氈,摩擦輪,回彈桿。張力的控制是通過的固定或松開羊毛氈與彈簧的彈力來實現。
羊毛氈是最簡單,最常用的線張力控制的方法之一。
漆包線穿過羊毛氈,因此壓緊羊毛氈也可改變漆包線的張力。在實際操作中,張力的大小,取決于羊毛氈與漆包線之前的滑動摩擦力,當改變羊毛氈的壓力時,漆包線的張力會直觀地表現出來。其優點是:簡單,隨時可用,便宜,適應任何運行速度。缺點也是顯而易見的。羊毛氈磨損很快,導致局勢壓力的損失,必須頻繁更換羊毛氈并調整。
三.模型識別
導線從線軸穿過的張力裝置,通過機器饋線孔,并上矩形線圈。理想的運行速度為每分鐘1000轉。給出了一個線速10 - 30米/秒,所以具體的轉速實際取決于在一特定時刻線圈的大小。圖3顯示了由長方形線圈繞制時漆包線線速度的變化。
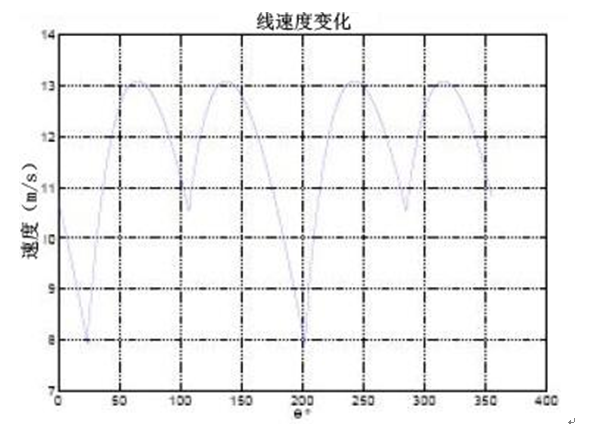
圖3:線速度的變化
圖4顯示了線加速度的變化,這也可以通過該行或圖形的速度曲線看到。
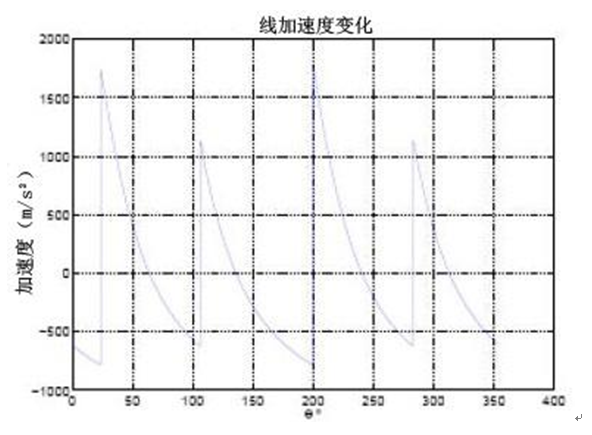
圖4:線加速度變化
線路路徑長度的變化,從固定的饋線點到纏線點,如圖5所示。
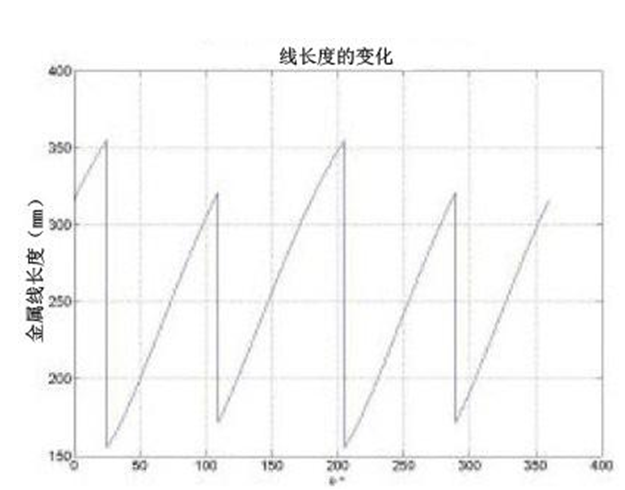
線長度的變化
四.原型系統設計
下圖中的系統集成了一個高速氣缸。高速氣缸在空氣壓力下運作。預壓力取決于氣壓的大小。它有一個非常快速的反應,類似于高度動態彈簧。高速氣缸的跟隨性動作,釋放和調整了的漆包線的張力。這種集成設置適應漆包線所需的一系列張力變化。
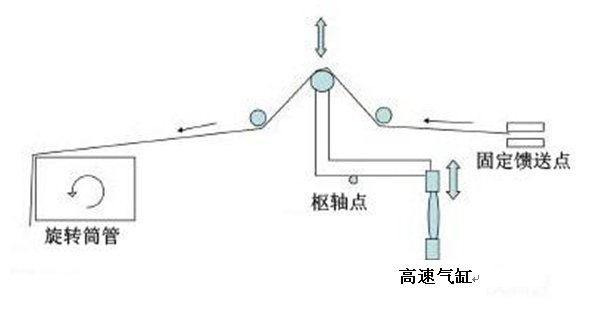
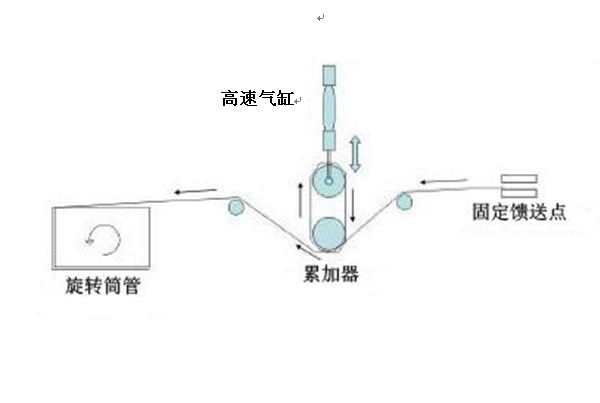
高速氣缸張力系統
五.結論
矩形線圈是配電變壓器的重要組成部分。由于線圈形狀,線圈的漆包線張力產生波動。這些波動導致漆包線破損,漆包線排整不整齊,線圈尺寸不一致,多余的機器磨損,限制對繞線速度,并導致線圈的匝間耐壓,耐溫參數的降低。從我們對此張力系統的研究,發現此結果是對較粗漆包線繞制線圈工藝最合適的選擇。
下方視頻為精密矩形線圈繞制過程,驗證了文章中張力系統的優化后穩定結果.
相關文章

協普?射頻消融導管繞線機
通過與醫療器械公司的深度合作,我們的射頻消融導管繞線機經過多次迭代,很大程度上提高了合作方的產品競爭力,合作方反饋,射頻消融導管繞線機的繞線工藝提高了射頻能量向目標組織傳遞的效率。精確的繞線工藝能夠確保能量的有效傳遞,從而提高消融的效率和一致性。精密纏繞的線圈的均勻性影響消融區域的溫度分布,避免局部過熱或熱量不足,這對于確保消融效果和減少并發癥至關重要。繞線工藝的穩定性保證了在手術操作中的可靠性。高質量的繞線工藝能夠承受手術操作中的拉伸和彎曲,減少斷裂或功能失效的風險。高質量的繞線工藝具有更長的使用壽命,能夠在多次手術中保持性能穩定,從而降低醫療成本和提高資源的利用效率。繞線工藝的質量還影響著消融過程中的精確控制。高精度的繞線工藝有助于醫生更精確地控制消融區域的大小和形狀,以達到最佳的治療效果。

而且射頻消融導管繞線機的設計考慮到了操作安全,減少了操作過程中的潛在風險,保護操作人員和產品免受損害。能夠適應不同類型的射頻消融導管生產需求,具有良好的靈活性和擴展性。專用繞線機的結構和設計通常更加簡化,易于維護和保養,從而降低了長期的運營成本。
射頻消融導管繞線機的優點主要體現在專業化設計、高效率生產、精確控制、質量穩定性、操作簡便、節省材料、安全性、適應性強、維護成本低以及技術創新等方面。這些優點使得射頻消融導管繞線機成為射頻消融導管生產過程中不可或缺的關鍵設備。

漆包線生產工藝流程
漆包線工藝流程:放線→退火→涂漆→烘焙→冷卻→收線
一、放線 在一臺正常運行的漆包機上,操作人員的精力和體力大部分消耗在放線部分,調換放線盤使操作者付出很大的勞動力,換線時接頭易產生質量問題及發生運行故障。有效的方法是大容量放線。
放線的關鍵是控制張力,張力大時不僅拉細導體,使導線表面失去光亮,還影響漆包線的多項性能。從外表上看,被拉細的導線,涂制出的漆包線光澤較差;從性能來看,漆包線伸長率、回彈性、柔韌性、熱沖擊都受到影響。放線張力太小,線容易跳動造成并線、線碰爐口。放線時最怕半圈張力大,半圈張力小,這樣不僅使導線松亂、扎斷,一段一段被拉細,而且還會引起烘爐內線的大跳動,造成并線、碰線故障。放線張力要均勻,適當。
在退火爐前安裝助力輪對張力的控制有很大幫助。軟銅線在室溫下其最大不延伸張力約為15kg/mm2,在400℃下最大不延伸張力約為7kg/mm2;在460℃下最大不延伸張力為4kg/mm2;在500℃下最大不延伸張力為2kg/mm2。在正常的漆包線涂制過程中,漆包線的張力要明顯小于不延伸張力,要求控制在50%左右,放線張力控制在不延伸張力的20%左右。
電磁閥繞線機|電磁閥線圈精密繞線機|精密繞線機
電磁閥繞線機|電磁閥線圈精密繞線機|精密繞線機:
對于精密電磁線圈,通常圈數多,要求排列整齊,而工藝設計也分為有骨架和無骨架兩種.
對于無骨架線圈來講,要求用鋼制模具成型,相對而言,鋼制繞線模具精度比較好控制.
在現有的電磁閥繞線機加工工藝下,鋼制繞線模具兩側的尺寸做到0.01mm并不難,兩側的平行度做到0.01
mm同樣不難.但是無骨架線模模鋼制繞線模具的話,會產生兩個新的問題,一是成型,繞完成
之后最終取出后是沒有骨架的,要使線圈不散亂,必要要使用醇熔線,或是熱熔線,這兩種材料
相比普通的線材增加了不小的成本.第二個問題是脫模,要將一個比較厚的,繞制圈數比較多
的線圈從一個鋼制模具上脫下來是件挺費力的事情,這并不像是一個小的硬幣大的線圈,而且
更何況這個繞制過程本身有醇熔或熱熔的粘性材料.
于是人們也用第二種電磁閥繞線機工藝,帶骨架的精密電磁線圈,同樣,這并不是一條很好走的工藝路線.
骨架是注塑模具成型的,不可避免有注塑制品的一些問題,比如變形,縮水,尺寸一致性等等.
但是這種電磁閥繞線機的優點同樣明顯,就是脫模容易,成型容易.只是因為骨架的尺寸一致性差,對繞線機
提出了更高的要求,關鍵的地方在于,線材,骨架結構,骨架模具,繞線工裝,繞線機,每一個環節
都會影響繞線的質量,在這種情況下,我們根據自身的優勢,根據客戶的需求提供了完整的服務
包括骨架設計,模具結構設計,工裝設計,與繞線機.在既往的成功合作中,說明了這種方式的服務有
很大的優點.

鉗形電流表線圈繞線機|鉗形表線圈繞線機|半圓互感器繞線機
鉗形電流表線圈繞線機|鉗形表線圈繞線機|半圓互感器繞線機
蘇州協普電子機械設備有限公司開發的半圓形線圈繞線機,適用于半圓形骨架,鐵芯,磁芯線圈的繞制.其運行運行,速度高,安全罩方便實用.上下料便捷快速,重復定位精度高.適用的產品有:半圓型互感器線圈,半圓型發熱絲線圈,鉗形表線圈等.