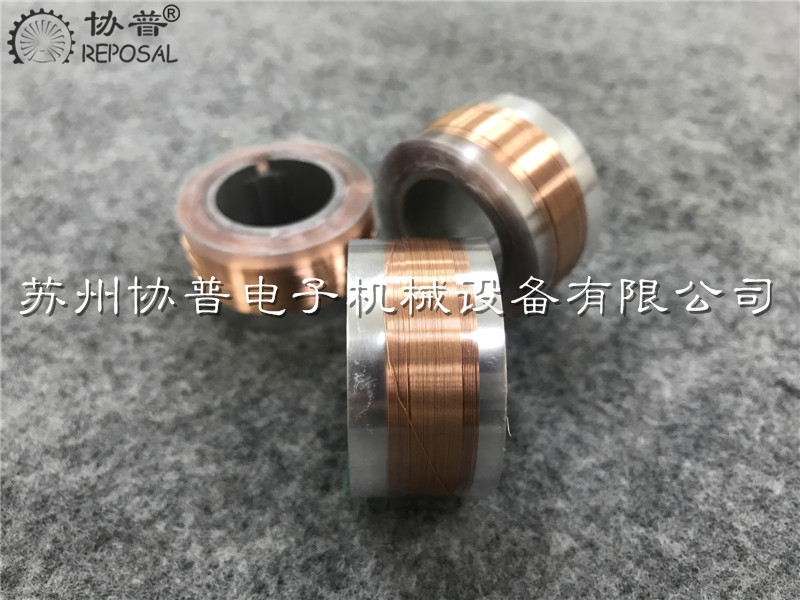
環形包膠帶機
我們現在把環形線圈包帶機的操作演示一遍,把產品拿好,把它放進去,然后把這個儲線環扣上,注意,絕緣膠帶一定要經過剪刀的兩個刀口中間,等一下當設定的儲線圈數到了之后,環形線圈包帶機會自要靠它來剪斷絕緣膠帶。然后這個膠帶的一頭,可以從這個儲帶環上均勻分布的任何一個軸承的位置穿過去,穿過去之后拿絕緣帶頭部用頭拿住,然后用右手按啟動,整個環形線圈包絕緣帶就可以自動完成了。
相關文章

協普繞線機?成功研發超精密流量管計量加熱絲繞線機
8月6日,蘇州協普電子機械設備有限公司自主研發的首臺超精密流量管計量加熱絲繞線機,順利完成測試,各項指標性能達到國外先進國家同業水平。
目前,超精密流量管,直徑0.4mm金屬管,壁厚0.1mm,內徑0.2mm,繞制0.03mm特殊金屬絲,有單層繞制,雙層繞制,雙層對接繞制,要求流量管兩端無變形,金屬絲排列整齊,此工藝技術長期被國外公司壟斷,價格高昂,嚴重制約我國超精密流量計的研究與成果落地。
超精密流量管計量加熱絲繞線機是自主創新能力的重要標志,本設備的研究突破了精密繞線技術的多項關鍵技術,優化了工藝及機械結構。下一步,蘇州協普電子機械設備有限公司將進一步優化設計及生產工藝,降低整機成本,使之更好地推向市場,加快推動國產化精密繞線機的應用及產業化。



環形繞線機繞線張力的分析
環形繞線機繞線張力的分析
環形繞線機-環形線圈繞線機-在封閉的環形結構件上程輻射狀的繞漆包線(具體參見環形繞線機使用教程):隨著國內電力產業的迅猛發展,對電流互感器線圈需求量日益增大,開發電流互感器線圈繞制設備迫在眉睫為了滿足市場的需求,我們在參考進口設備的基礎上,開發出了電流互感器環形線圈繞線機,在設計,試驗過程中,我們發現,環形繞線機的設計關鍵在繞線張力的控制。
該款自動繞線機由機架、放線機構、繞線機頭、包帶機頭、夾持裝置、控制系統等組成。
環形繞線機,自動繞線機,

1、環形繞線機工作原理
先把導線均勻的纏繞在儲線環上,然后再通過梭子把纏繞在儲線環上的導線纏繞在骨架上,骨架由伺服電機帶動旋轉,使導線均勻地排列在骨架上線纏繞到一定量時,再把帶通過儲線環纏繞在骨架上,然后繞制。
2、繞線張力的分析
通過我們不斷實踐發現,在繞制整個過程中,用適當的力把導線拉緊纏繞在骨架上,是影響繞制好壞的關鍵所在,因此在下面我們著重說明影響繞線張力的因素。
1.線梭轉動部分的磨察力矩
2.線梭部分(包括纏在線梭內的導線)加速度變化引起的慣性力矩。
摩擦力矩的主要部分是由張力機構產生的,它阻止線梭的放線運動而把導線拉緊,產生繞線張力。
由于繞線環形面及其在繞線齒輪中偏離中心位置的影響,即使是勻速繞線,線梭的運動速度也小是均勻的,這就產生了由加速度引起的慣性力矩,影響了繞線張力。
線梭的運動速度可看作由兩種速度組成:一是與繞線齒輪上的滑輪速度相等的速度Vo,一是線梭放出導線的用量的速度,前者是常數,后者的計算如下(見圖1)
3.環形繞線機繞線張力的分析1
所以為了減小線梭加速度,要求:
1.骨架型面H要小,型面盡量靠近繞線齒輪中心即1值小。
2.線梭平徑R應盡量小。
3.繞線速度ω不能太高(這是與提高生產效率相抵觸的)。
通過圖解法得山線梭速度Vx與加速度а的近似曲線,說明如(見圖2、圖3):
4.環形繞線機繞線張力的分析2
1.當繞線齒輪上的小滑輪處于0°位置時,線梭的速度與小滑輪速度V0相等,當а從0-60°時線梭速度逐漸加快,此時有正的加速度當。=600-180`)范圍時線梭等速運動,速度為Vm>Vo。當а=180°~263°時線梭速度逐漸減小,此時有負的加速度a = 263°線梭速度與滑輪速度V相等,當а=263°~345°時,線梭速度繼續減小,即低于V并有負的加速度,當а=345°時,線梭速度為最小Vo,當а=345°~360°時,線梭速度逐漸上升即有正的加速度。
2.在繞線齒輪為勻速轉動時,線梭速度小會為零,所以摩擦張力機構始終起制動作用,保持導線被拉緊。
3.若Vp為線梭平均線速度; Vo為繞線齒輪上的滑輪線速度;L為電位器一圈導線的俄周長,則
4.當繞線速度ω不大:線梭平徑R較小,電位器型面尺寸H也較小,型面盡量靠近繞線齒輪中心時加速度的變化是小大的,由加速度引起的慣性力矩要小得多,所以影響繞線張力的主要因素是摩擦力矩。
我們在繞線機上使用凸輪控制摩擦張力,用以克服速度變化的影響,實踐證明沒什么效果,反而機構復雜制造調整都不方便,通過對張力的分析,設計時應考慮:
1.盡量減小繞線齒輪和線梭的直徑。
2.線梭及其傳動部件的轉動慣量應盡量小。
3.張力機構產生的摩擦力矩要穩定。
4.機床的起動和轉動應平穩。

繞線機的一般調試方法
 繞線機的一般調試方法
繞線機的一般調試方法
有的人看繞線機感覺有點像車床,但實際上繞線機要繞出整齊的線圈,相對于車床車出來光潔度相比較的話,要復雜很多,所以我們會發現,車床很早之前都有國標,對其各項指標都有量化標準,但是繞線機的繞線質量縮合因素很多而且很難量化.
正是因為上面的原因,一般來開始會感覺繞線機應該非常容易調試,但事實試試之后就會有些灰心,雖說繞線機調試確實要比想像的復雜,不過如果我們掌握了其本規律之后,多加練習之后也并不是很難.
首先要我們對繞線機的結構有個初步了解,否則的話,對繞線機結構不熟悉,也沒有專業技術人員培訓。自動對于繞線機調試就會力不從心無從下手。
繞線機基本設備由機械部件和電氣控制系統組成,不過隨著科技高速發展,現代自動繞線機由于集成了電氣控制、傳感技術、氣動和機械傳動、光電檢測等諸多技術,所以調試起來也會比起其他電子加工設備要更加困難和精細,協普繞線機研發生產繞線機多年,對于繞線設備使用調試具有豐富經驗,在這里,我們給大家做一個簡單介紹,相信我們只要掌握了基本的概念和方法,多加練習之后,都可以調試出自已滿意的線圈。
繞線機的三個主要參數:起繞位置、漆包線直徑、繞線幅度是使用繞線機三個最重要繞線參數,常用應用于骨架線圈。

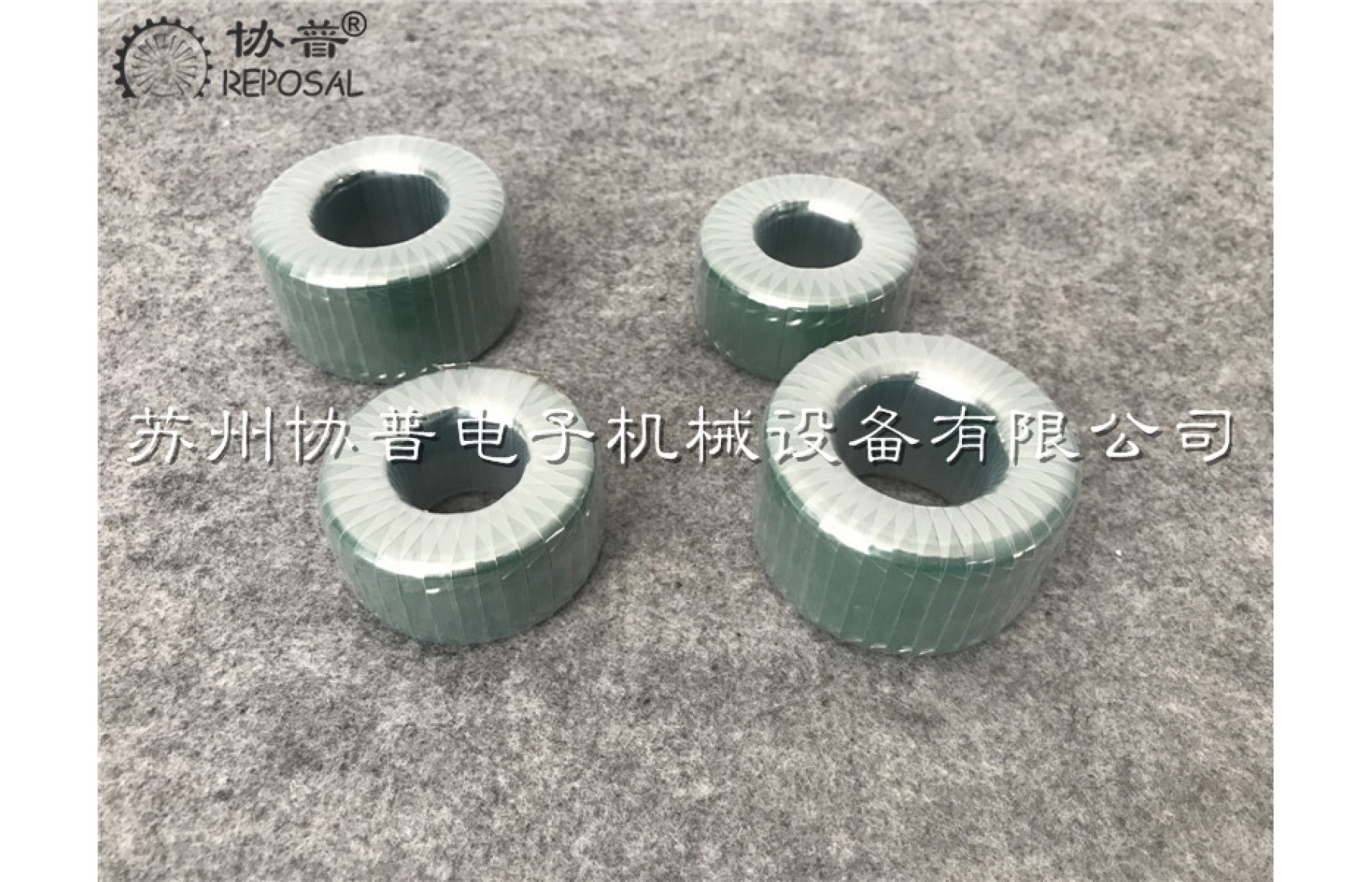
齒輪式環形線圈包膠帶機
齒輪式環形線圈包膠帶機
齒輪式環形線圈包膠帶機相對于皮帶式環形線圈包膠帶機,加工范圍更大,儲帶量更多,我們公司的齒輪式環形線圈包帶機,經過優分,可以包聚脂薄膜,聚酰亞胺,布帶,玻纖帶等.
我們現在把齒輪式環形線圈包膠帶機的夾持座打開,儲帶環打開,然后產品放上去,儲帶環扣上,夾持座合并,然后注意絕緣帶的話一定要從剪刀中間經過,等一下要靠剪刀把它剪斷,然后從儲帶環上面的任意一個軸承從外往里穿進去,固定好儲帶環后面膠帶頭。前面幾圈比較慢,是因為在儲帶。好,產品完成了,現在我們把它取下來,然后儲帶環合上,夾持座復原。