皮帶式環形線圈繞線機操作視頻-控制器設置
皮帶式環形線圈繞線機操作視頻-控制器設置
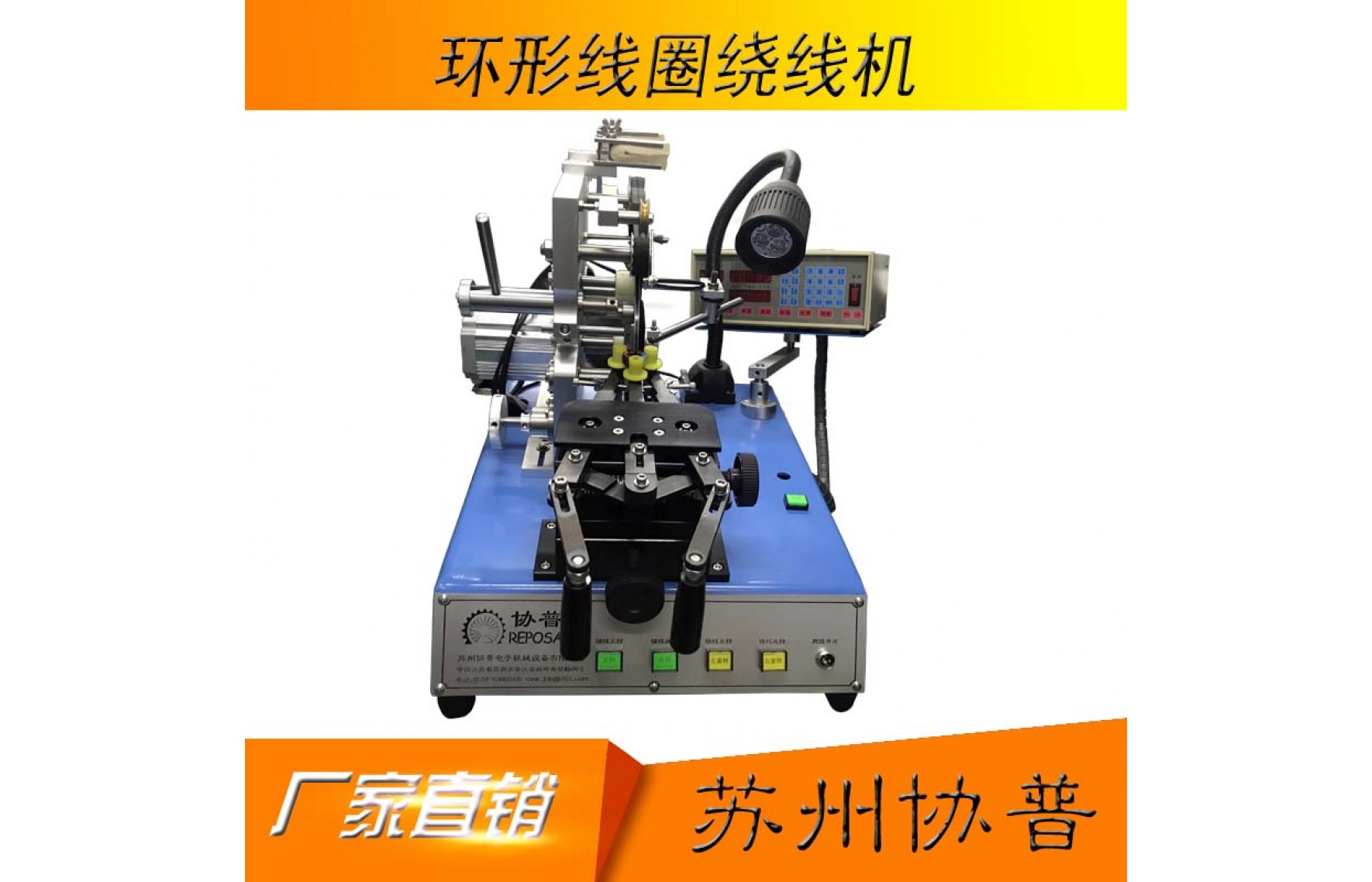
現在我們重點介紹一下環形線圈繞線機控制器的使用,控制器已經非常成熟,它分為幾大功能區,這一塊是狀態區,比如說現在這個待機字符前的指示燈亮,這就是待機的狀態,待機前面紅燈就亮了。比如說我們按啟動的時候,運轉的燈就會亮,表示它當前在運轉的狀態,這是一個狀態區.
這是一個數字參數。我們要設置環形線圈繞線機參數的時候,比如說外徑外徑漆包線直徑這樣的參數,對于環型產品來說還存在一個排線角度,比如以一個環型產品產品為例,我們可能需要從這個位置慢慢的排到這個位置,這里就涉及到一個范圍,我們在控制器界面上用起繞角度和排線角度來這兩個參數用控制排線范圍,到了指定的排線角度之后,他就往回排線,在設定的起繞角度與排線角度之間往返。
另外就是速度,環形線圈繞線機控制器界面上的高速與低速的參考,高速是指正常繞線速度,低速是開始和結尾的時候速度,然后慢車圈數,給起頭就是和結尾的時候,指定一個具體的數字比如慢速的時候你要指定圈速一圈兩圈三圈,根據你的需要.
這邊是一個開關參數區,比如說繞線的方向,比如這臺環形線圈繞線機上的儲線環,我們可以讓他順時針轉,也可以逆時針轉,然后的話排線方向,排線方向就是產品在繞制的過程當中,我們同樣可以讓他這順時針轉,也可以逆時針轉,這是排線方向。不同的程序之間要不要自動的啟動,這個同樣可以設置。
這是一個這邊是一個編輯區,就輸入數字,這邊是一個外部開關中斷區、一般情況下每一個線圈環形線圈它的需要的程序工序最小應該是兩個,前一個程序用來將漆包線導入儲線環,后一個程序或多個程序將導入儲線環的漆包線再繞制到產品上,比如說當前這個產品,剛剛視頻中演示的產品,他也有兩個程序,第一個程序是5,我們給他指定的程序號是5,第二個程序是6.我們通過這個跳段躍過程序5,跳到程序6,此產品程5的動作是完成儲線。從線軸儲存到儲線環的動作。 6是完成漆包線從儲線環繞制到產品上的動作。
那我們是如何指定這個不同程序的編號的呢,比如說一個產品需要儲線的工序和繞線的工序,我們的環形線圈繞線機,它能夠提供1000種這樣的程序,我們就定義起始步序1,再定義結束步序2。這個時候我們按步序設定再按輸入,那么我們所有的設置它會在1和2之間跳躍,比如說第一個程序是外徑30,此處注意小數點。第二,儲線程序和繞線程序的外徑內徑是一樣的,我們復制過來,然后內徑是20,的我們也把它復制過來,在儲線工序中,我們是不需要設置線漆包線的線徑的,因為我們的排線不需要運轉,但是繞線工序中我們是需要設置的,比如說是0.9,然后這個地方我們要注意一下,總圈數對于儲線來講,總參數是指漆包線繞在儲線環上的長度,就這款環形線圈繞線機來說,它的單位長度是135毫米,就是說如果您的漆包線展開長度是 1350毫米的話,你就應該是設置成10圈,一個單位是135毫米,那10個單位就是1350毫米。
第二個,相對于繞線工序來講,這個總圈數是指漆包線繞在磁環上的圈數,這是實際的圈數。比如說我要繞80圈,對于一般產品來講,起繞角度和排線角度我們都是0,我們讓它排繞一整圈了以后,不需要他反向排繞就讓他繼續往前面繞,是這樣一個情況。然后我們給他指定速度,高速,比如說是10,低速3,我們需要回到上一個參數設置按減號即可,儲線的高速我們也設置成10,然后繞行的高速是50%,這是個百分比。然后低速我們都設置成3,慢車圈數都設置成1,然后特別注意一下儲線和繞線的區分,在環形線圈繞線機控制系統是怎么區分的,是通過開關參數區的按鍵區分的。 在程序一我們設定它就在當前這個程序,如果我們把它設定成是一個儲線動作,那么儲線這個燈按亮,如果我們要要把它設置成一個繞線的工序,我們把這個指示燈按滅就可以了。之后我們按輸入按復歸,我們設置就完成了.
按鍵的一些介紹,比如說跳段,我們是從儲線工序直接跳躍到繞線工序,跳段退段,到工序比較多的時候就表現出來了,然后復位回到初始狀態,停車鍵用于繞制的時候讓機器停下來,啟動鍵是按一下就啟動,按兩下就暫停,再按一下它就再啟動。
然后左右鍵是調節我排線驅動輪的,比如說我按下,他跟環形線圈繞線機前方的這兩個黃色的鍵是等效的,然后我們在測試的時候,有的時候需要手動驅動儲線環,它也是可以的,這里有兩個鍵,也是可以的。我們儲線環環也可以通過手柄,轉動手柄來測試它。這個地方是一個計數器,然后每當有銅線經過的時候,經過激光放大器的時候,看一下經過放大器的時候,這樣環形線圈繞線機控制器就會計數。
相關文章

CNC繞線機控制器圈數單位的選擇
繞線圈數計數單位的選擇:
可以選擇繞線計數單位,在顯示屏上的圈數,由5位數碼管組成,默認圈數計數單位為0.1圈時,此控制器可設置的最大圈數為9999.9圈。當計數單位改成1圈時,最大圈數則可以到99999圈.

環形繞線機繞線張力的分析
環形繞線機繞線張力的分析
環形繞線機-環形線圈繞線機-在封閉的環形結構件上程輻射狀的繞漆包線(具體參見環形繞線機使用教程):隨著國內電力產業的迅猛發展,對電流互感器線圈需求量日益增大,開發電流互感器線圈繞制設備迫在眉睫為了滿足市場的需求,我們在參考進口設備的基礎上,開發出了電流互感器環形線圈繞線機,在設計,試驗過程中,我們發現,環形繞線機的設計關鍵在繞線張力的控制。
該款自動繞線機由機架、放線機構、繞線機頭、包帶機頭、夾持裝置、控制系統等組成。
環形繞線機,自動繞線機,

1、環形繞線機工作原理
先把導線均勻的纏繞在儲線環上,然后再通過梭子把纏繞在儲線環上的導線纏繞在骨架上,骨架由伺服電機帶動旋轉,使導線均勻地排列在骨架上線纏繞到一定量時,再把帶通過儲線環纏繞在骨架上,然后繞制。
2、繞線張力的分析
通過我們不斷實踐發現,在繞制整個過程中,用適當的力把導線拉緊纏繞在骨架上,是影響繞制好壞的關鍵所在,因此在下面我們著重說明影響繞線張力的因素。
1.線梭轉動部分的磨察力矩
2.線梭部分(包括纏在線梭內的導線)加速度變化引起的慣性力矩。
摩擦力矩的主要部分是由張力機構產生的,它阻止線梭的放線運動而把導線拉緊,產生繞線張力。
由于繞線環形面及其在繞線齒輪中偏離中心位置的影響,即使是勻速繞線,線梭的運動速度也小是均勻的,這就產生了由加速度引起的慣性力矩,影響了繞線張力。
線梭的運動速度可看作由兩種速度組成:一是與繞線齒輪上的滑輪速度相等的速度Vo,一是線梭放出導線的用量的速度,前者是常數,后者的計算如下(見圖1)
3.環形繞線機繞線張力的分析1
所以為了減小線梭加速度,要求:
1.骨架型面H要小,型面盡量靠近繞線齒輪中心即1值小。
2.線梭平徑R應盡量小。
3.繞線速度ω不能太高(這是與提高生產效率相抵觸的)。
通過圖解法得山線梭速度Vx與加速度а的近似曲線,說明如(見圖2、圖3):
4.環形繞線機繞線張力的分析2
1.當繞線齒輪上的小滑輪處于0°位置時,線梭的速度與小滑輪速度V0相等,當а從0-60°時線梭速度逐漸加快,此時有正的加速度當。=600-180`)范圍時線梭等速運動,速度為Vm>Vo。當а=180°~263°時線梭速度逐漸減小,此時有負的加速度a = 263°線梭速度與滑輪速度V相等,當а=263°~345°時,線梭速度繼續減小,即低于V并有負的加速度,當а=345°時,線梭速度為最小Vo,當а=345°~360°時,線梭速度逐漸上升即有正的加速度。
2.在繞線齒輪為勻速轉動時,線梭速度小會為零,所以摩擦張力機構始終起制動作用,保持導線被拉緊。
3.若Vp為線梭平均線速度; Vo為繞線齒輪上的滑輪線速度;L為電位器一圈導線的俄周長,則
4.當繞線速度ω不大:線梭平徑R較小,電位器型面尺寸H也較小,型面盡量靠近繞線齒輪中心時加速度的變化是小大的,由加速度引起的慣性力矩要小得多,所以影響繞線張力的主要因素是摩擦力矩。
我們在繞線機上使用凸輪控制摩擦張力,用以克服速度變化的影響,實踐證明沒什么效果,反而機構復雜制造調整都不方便,通過對張力的分析,設計時應考慮:
1.盡量減小繞線齒輪和線梭的直徑。
2.線梭及其傳動部件的轉動慣量應盡量小。
3.張力機構產生的摩擦力矩要穩定。
4.機床的起動和轉動應平穩。