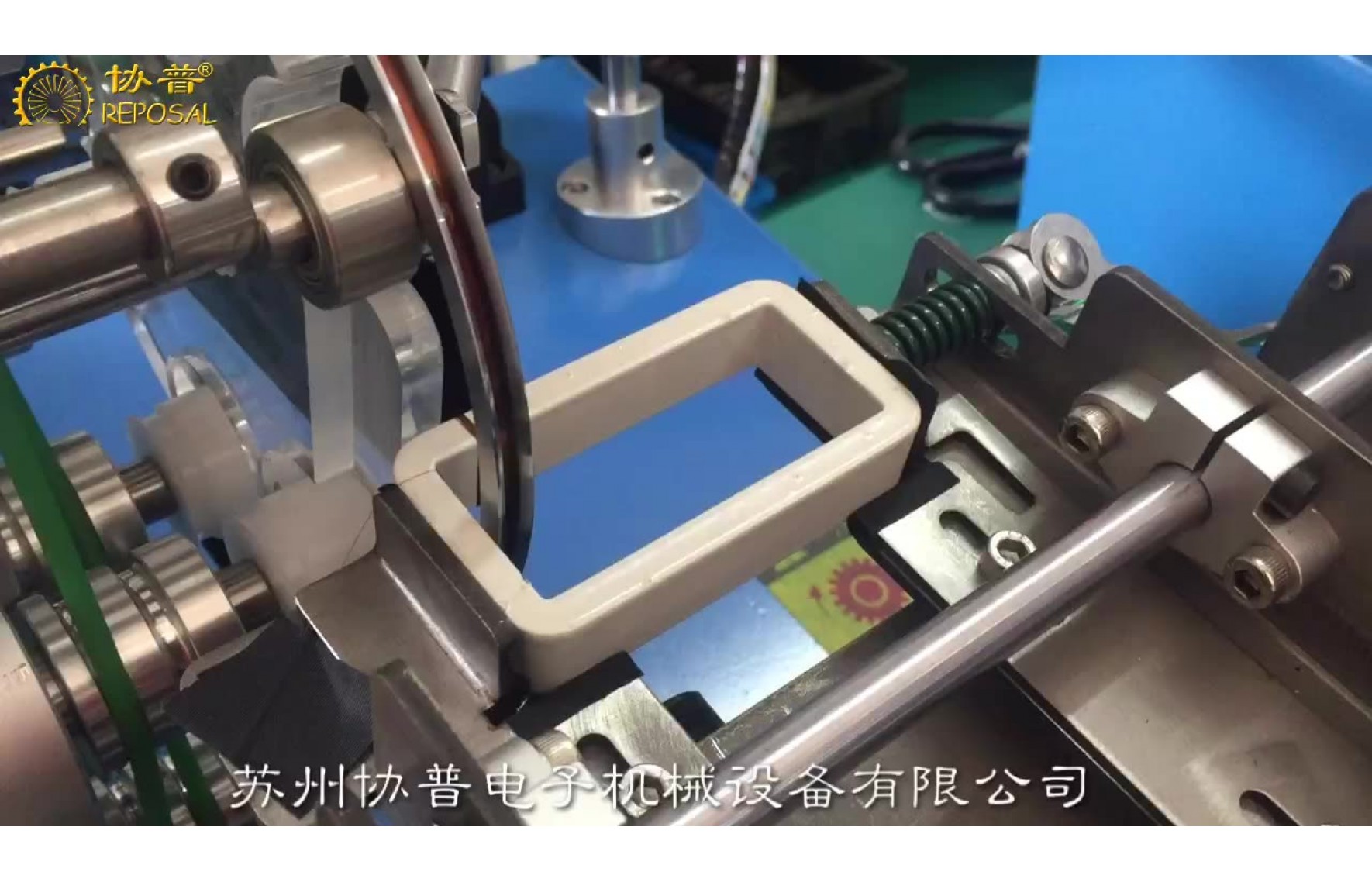
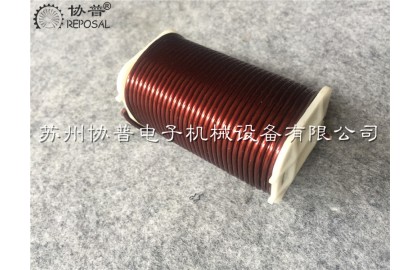
封閉矩形互感器繞線機-細線往復式

相關文章

協普發布層繞式高壓包全自動層間絕緣繞線機
蘇州協普電子機械設備有限公司成功發布層繞式高壓包全自動層間絕緣繞線機SP-D102M7機型——此機型極大的提高了層繞式高壓包線圈繞制效率、線圈一致性。協普繞線機降低了層繞式高壓包的繞制成本,在新機型中加入了結構緊湊的絕緣絕帶自動切斷機構,及多個骨架串繞后的動平衡性能等優質方案。


互感器繞線機

協普成功研發琴弦繞線機
協普以琴弦繞線機作為研究對象,采用模態分析法,首先在理論上探討了小型琴弦繞線機繞線機構的振動原理及排線機構運動原理。在原理分析的基礎上分別對小型銅絲繞線機構中研究輾子軸與機架之間配合工作的減振特性的ADAMS模型進行振動分析,及利用ANSYS軟件對琴弦繞線機排線機構能否正常工作進行了模態分析。 通過分析分別得出琴弦繞線機繞線機構在正常工作狀態下的振動特性從而優化繞線機構減振措施,同時,通過分析細銅絲與數控在數控排線機構正常工作狀態下力學特性,優化應用數控排線機構于琴弦繞線機排線機構的可行性。

協普繞線機?成功研發超精密流量管計量加熱絲繞線機
8月6日,蘇州協普電子機械設備有限公司自主研發的首臺超精密流量管計量加熱絲繞線機,順利完成測試,各項指標性能達到國外先進國家同業水平。
目前,超精密流量管,直徑0.4mm金屬管,壁厚0.1mm,內徑0.2mm,繞制0.03mm特殊金屬絲,有單層繞制,雙層繞制,雙層對接繞制,要求流量管兩端無變形,金屬絲排列整齊,此工藝技術長期被國外公司壟斷,價格高昂,嚴重制約我國超精密流量計的研究與成果落地。
超精密流量管計量加熱絲繞線機是自主創新能力的重要標志,本設備的研究突破了精密繞線技術的多項關鍵技術,優化了工藝及機械結構。下一步,蘇州協普電子機械設備有限公司將進一步優化設計及生產工藝,降低整機成本,使之更好地推向市場,加快推動國產化精密繞線機的應用及產業化。

電磁閥繞線機|電磁閥線圈精密繞線機|精密繞線機
電磁閥繞線機|電磁閥線圈精密繞線機|精密繞線機:
對于精密電磁線圈,通常圈數多,要求排列整齊,而工藝設計也分為有骨架和無骨架兩種.
對于無骨架線圈來講,要求用鋼制模具成型,相對而言,鋼制繞線模具精度比較好控制.
在現有的電磁閥繞線機加工工藝下,鋼制繞線模具兩側的尺寸做到0.01mm并不難,兩側的平行度做到0.01
mm同樣不難.但是無骨架線模模鋼制繞線模具的話,會產生兩個新的問題,一是成型,繞完成
之后最終取出后是沒有骨架的,要使線圈不散亂,必要要使用醇熔線,或是熱熔線,這兩種材料
相比普通的線材增加了不小的成本.第二個問題是脫模,要將一個比較厚的,繞制圈數比較多
的線圈從一個鋼制模具上脫下來是件挺費力的事情,這并不像是一個小的硬幣大的線圈,而且
更何況這個繞制過程本身有醇熔或熱熔的粘性材料.
于是人們也用第二種電磁閥繞線機工藝,帶骨架的精密電磁線圈,同樣,這并不是一條很好走的工藝路線.
骨架是注塑模具成型的,不可避免有注塑制品的一些問題,比如變形,縮水,尺寸一致性等等.
但是這種電磁閥繞線機的優點同樣明顯,就是脫模容易,成型容易.只是因為骨架的尺寸一致性差,對繞線機
提出了更高的要求,關鍵的地方在于,線材,骨架結構,骨架模具,繞線工裝,繞線機,每一個環節
都會影響繞線的質量,在這種情況下,我們根據自身的優勢,根據客戶的需求提供了完整的服務
包括骨架設計,模具結構設計,工裝設計,與繞線機.在既往的成功合作中,說明了這種方式的服務有
很大的優點.

繞線機繞制線圈常見缺陷分析及解決
繞線機繞制線圈常見缺陷分析及解決
一.鹽浴不良:
1.漆包線不良:從線筒中抽出部分漆包線(拉伸幾下)放入鹽水中可判斷。
2.繞線機張力不良(過大): 放入鹽水中的轉子線包不規則冒泡,數值上升較慢。(過小):線在繞線過程中容易掛到鋼片上且線包大而且松。
解決方法 :所經過繞線機張力系統穿過的漆包線必須通過張力對 照表用彈簧稱核對后方可繞線。
3.羊毛氈結碳.各繞線機過線輪損傷.各過線小軸承損壞: 放入鹽水中的轉子線包不規則冒泡, ,數值上升較快。
解決方法:更換損壞羊毛氈. 過線輪. 小軸承
4.繞線機繞線模具損傷(導線模):放入鹽水中的轉子線包規則冒泡,冒泡位置在鐵芯上部.下部或中部(每一槽在同一位置).數值上升快。
(鉤線套):放入鹽水中的轉子線在頸部冒泡(應可 看到損傷部位)。
解決方法:檢查模具.確定位置.打磨拋光。
5.繞線機調試不良造成繞線過程中分度變化(以至漆包線下線刮傷):繞線機繞線模具于鉤線套中心高沒調好,繞線模具平衡沒調好。鉤線套
繞線機位置沒調好(一邊高一邊低),平行氣缸動作不協調(一邊快一邊慢),繞線機轉位軸中軸承不良,夾緊機構中平面軸承不良。
放入鹽水中的轉子線包規則冒泡(幾槽在同一位置,特別最后倆組線圈)。
其它:飛叉軸承壞,飛叉主軸軸承檔磨損,飛叉皮帶輪軸承檔磨損造成模具中心調不好。
解決:檢查調試以上問題點,檢查更換各軸承。
注:換漆包線時要檢查線捅周邊有無毛邊打磨。