協普繞線機以持續創新夯實品牌價值

蘇州協普電子機械設備有限公司,是一家專業從事繞線機設備研發生產的技術企業。多年來一直堅持持持創新, 研發具有自主知識產權的繞線機。
相當長一段時間,我國繞線機制造產業普遍存在技術不高、規模過小、游離分散生產、大部分企業的企業技術創新不足的問題。與國外相關產業相比,目前我國繞線機種類及配套數量少,采用的控制技術相對落后,其精度和性能不及歐美同行的水平。且產品的產能低、穩定性較差。
面對技術上的差距,蘇州協普做了詳細市場調研之后,以整列精密繞線機與羅氏線圈繞線機為突破點,重視與用戶企業的配合,不但認真理解客戶的現有工藝要求,而且通過本公司多年積累的技術資料庫,在不增加或少增加費用的前提下,主動為客戶工藝升級提供新思路,新解決方案,在具體的單個實施案例中,這種做法無疑加重了我們的執行成本,減少了公司的利潤,但這種思路經過長期的執行與驗證,實際上我們的客戶通過我們的繞線機設備挖掘了線圈繞制工藝上的潛能,成為我們的長期的合作客戶,我們也通過一個個案例的主動積極的提高,為我們的研發方向,方案積累了更多的技術數據,才得以持續創新.

對于積極從事創新的協普繞線機來說,用戶的支持至關重要。一方面,只有用戶積極采購、使用,我們研發的繞線機才能在應用中發現缺陷和問題,從而不斷改進設計方案、技術路線或者是生產工藝,從而不斷提高產品質量和可靠性;另一方面,繞線機研發新產品時間長、投資大、風險高,只有賣得出去,才能收回成本、賺取利潤,也才能拿出資金投入新一輪研發,形成良性循環;否則很容易造成資金鏈斷掉,陷入困境甚至破產。其實,因創新產品賣不出去而“死在路上”的例子并不少見;坊間流傳的“不創新是等死、創新是找死”,并非是空穴來風。
從日本和韓國的汽車工業崛起之路,就更容易看出用戶支持的重要性。上世紀五六十年代,兩個國家的汽車工業在歐洲、美國遙遙領先的背景下先后艱難起步,其難度可想而知。在出口無門的情況下,正是由于本國政府的大力扶持和國內老百姓的熱情支持,他們的汽車才得以日益提高、日趨成熟,并成功走向世界,協普繞線機通過用戶支持,堅持持續創新,也獲得各地越來越多客戶的認可.
當然,銳意創新、志在高遠的企業,除了要在提高自主創新上的持續投入,在生產管理、質量管控上同樣重視,協普繞線機相信,只有卓越的品質、可靠的性能、才能贏得客戶的支持與信任。
相關文章
R型變壓器繞線機
R型變壓器的截面像字母R,所以被稱作R型變壓器。在大功率用電器中應用R型變壓器,可以降低沖擊電流, R型變壓器是屬于干式變壓器中的一種。其鐵芯系采用從細到粗,再從粗到細的連續的優質取向冷軋硅鋼帶卷制成,最終截面接近圓形,外形為未切割的封閉形矩形,再通過特殊的R形變壓器繞線機在其PBT骨架上繞制出粗次級。因此,由此制造的變壓器無噪聲、漏磁小、空載電流小、鐵損低、效率高;并且由于線圈是圓柱形,通過R型變壓器繞線機繞制的線圈銅線長度短,所以,內阻小,銅耗低,溫升低,過載波動小,爆發力比環形變壓器還好;另外,初、次級線圈采用阻燃PBT工程塑料制成的骨架分別繞制,從而抗電強度高,阻燃性好。
但是其制造工藝對也對比較復雜,二是其線圈繞制,因為是封閉鐵芯內繞制,所以PBT是兩部分組成,然后R型變壓器繞線機驅動PBT骨架繞制,繞制精度受到一定影響,一是其鐵芯形狀,因為其展開形狀為紡錐形,所以其模具,材料利用率都比較低,
隨著R型變壓器繞線機的發展, 制造成本的降低,品質穩定性的提高,R型變壓器以新穎、獨特的結構,優異的電磁性能正得到越來越多的電子行業的青睞。特別適用于醫療設備、顯示設備、音響設備、辦公設備。

互感器纏繞電工皺紋紙|變壓器纏繞皺紋紙|互感器纏繞皺紋紙
變壓器絕緣皺紋紙具有較好的機械強度,較高的耐電壓強度,表面有皺紋、富有一定的韌性。而且其裁剪方便,在變壓器繞制成型后,在后工裝油浸中仍然保持一定的強度,這個特點可以非常好的保護變壓器的漆包線不會被擠壓拆斷,即滿足了絕緣性要求,又滿足了機械性能要求。

所以其廣泛用于變壓器絕緣.一般在變壓器中使用使用,在互感器用使用較少,因為互器器鐵芯結構為環形,因為絕緣皺紋紙表面有皺紋,摩擦較大,所以使用環形包帶機纏繞時較為困難,所以一般情況下互感器線圈如果要求使用皺紋紙時,采用人工纏繞,我們經過細節改善,成功克服此一問題.

協普繞線機?發布全自動電感繞線機
協普繞線機?發布全自動電感繞線機

此機型主要應于棒形電感的繞制,棒形電感在此繞線機繞制過程中,實現了無人置守的全自動化,其繞圈繞制速度快,電感一致性好,調試方便,易維護,為協普的合作客戶客戶在棒形電感繞制工藝上,提供了有競爭力的方案。

協普繞線機?成功研發超精密流量管計量加熱絲繞線機
8月6日,蘇州協普電子機械設備有限公司自主研發的首臺超精密流量管計量加熱絲繞線機,順利完成測試,各項指標性能達到國外先進國家同業水平。
目前,超精密流量管,直徑0.4mm金屬管,壁厚0.1mm,內徑0.2mm,繞制0.03mm特殊金屬絲,有單層繞制,雙層繞制,雙層對接繞制,要求流量管兩端無變形,金屬絲排列整齊,此工藝技術長期被國外公司壟斷,價格高昂,嚴重制約我國超精密流量計的研究與成果落地。
超精密流量管計量加熱絲繞線機是自主創新能力的重要標志,本設備的研究突破了精密繞線技術的多項關鍵技術,優化了工藝及機械結構。下一步,蘇州協普電子機械設備有限公司將進一步優化設計及生產工藝,降低整機成本,使之更好地推向市場,加快推動國產化精密繞線機的應用及產業化。
喜報 | 恭賀我司繞線機順利通過歐盟CE認證,進軍國際市場
喜報 | 恭賀順利通過歐盟CE認證,進軍國際市場
為響應國際市場對我司繞線設備安全質量的要求,近日,我司的系列繞線機榮獲歐盟認證機構頒發的CE認證。這標志著歐盟市場對于協普|REPOSAL?繞線機的認可,意味著我司有能力為國際線圈市場提供更加專業、優質的繞線機設備,進一步提升了公司的國際競爭力。
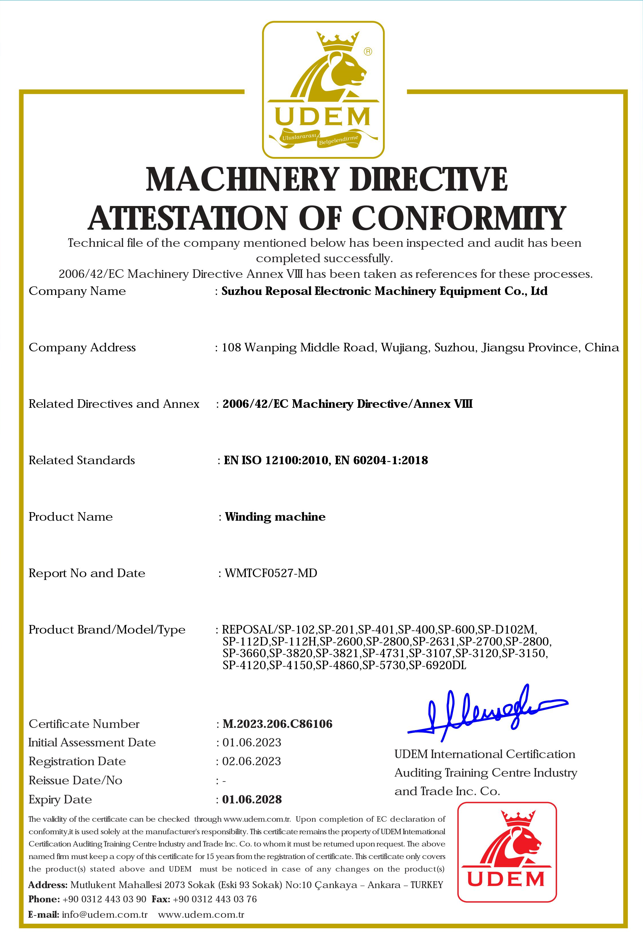
協普|REPOSAL?繞線機CE認證憑證
一方面,為了響應國家“一帶一路”的號召,協普|REPOSAL?繞線機積極探索開拓海外市場。此次歐盟CE認證的通過,不僅打開了歐洲市場,更是打開全球市場的第一步,意味著公司的繞線機可以出口到歐盟各個國家,實現我們的繞線設備在全球范圍的自由流通的追求,對于公司擴充海外繞線機市場及國際業務拓展具有積極作用。同時也為繞線機在國內市場的銷售提供了安全質量保障,增強了繞線機的品牌影響力。
平行繞線機通用技術條件 SJ/T 10313—92
中華人民共和國電子行業標準
平行繞線機通用技術條件sj/t 10313—92
General specification of parallel winding machine
1主題內容與適用范圍
本標準規定了平行繞線機的技術要求、試驗方法、檢驗規則及標志、包裝、運輸和貯存要 求。
本標準適用于繞制骨架截面形狀為圓形或矩形線圈的平行繞線機。
本標準不適用于繞制環形、蜂房形、馬鞍形線圈的繞線機。
2引用標準
GB191包裝儲運圖示標志
GB4006.1繞組線圈圓柱形線盤型式尺寸
GB4006.2繞組線圈錐形線盤型式尺寸
GB4215金屬切削機床噪聲聲功率級的測定
GB5080.7設備可靠性試驗恒定失效率假設下的失效率與平均無故障時間的驗證試 驗方案
GB6109.1漆包圓繞組線第一部分一般規定

繞線機繞制線圈常見缺陷分析及解決
繞線機繞制線圈常見缺陷分析及解決
一.鹽浴不良:
1.漆包線不良:從線筒中抽出部分漆包線(拉伸幾下)放入鹽水中可判斷。
2.繞線機張力不良(過大): 放入鹽水中的轉子線包不規則冒泡,數值上升較慢。(過小):線在繞線過程中容易掛到鋼片上且線包大而且松。
解決方法 :所經過繞線機張力系統穿過的漆包線必須通過張力對 照表用彈簧稱核對后方可繞線。
3.羊毛氈結碳.各繞線機過線輪損傷.各過線小軸承損壞: 放入鹽水中的轉子線包不規則冒泡, ,數值上升較快。
解決方法:更換損壞羊毛氈. 過線輪. 小軸承
4.繞線機繞線模具損傷(導線模):放入鹽水中的轉子線包規則冒泡,冒泡位置在鐵芯上部.下部或中部(每一槽在同一位置).數值上升快。
(鉤線套):放入鹽水中的轉子線在頸部冒泡(應可 看到損傷部位)。
解決方法:檢查模具.確定位置.打磨拋光。
5.繞線機調試不良造成繞線過程中分度變化(以至漆包線下線刮傷):繞線機繞線模具于鉤線套中心高沒調好,繞線模具平衡沒調好。鉤線套
繞線機位置沒調好(一邊高一邊低),平行氣缸動作不協調(一邊快一邊慢),繞線機轉位軸中軸承不良,夾緊機構中平面軸承不良。
放入鹽水中的轉子線包規則冒泡(幾槽在同一位置,特別最后倆組線圈)。
其它:飛叉軸承壞,飛叉主軸軸承檔磨損,飛叉皮帶輪軸承檔磨損造成模具中心調不好。
解決:檢查調試以上問題點,檢查更換各軸承。
注:換漆包線時要檢查線捅周邊有無毛邊打磨。