兩個程序之間的切換與調試

兩個程序之間的切換與調試
相關文章

CNC繞線機控制器圈數單位的選擇
繞線圈數計數單位的選擇:
可以選擇繞線計數單位,在顯示屏上的圈數,由5位數碼管組成,默認圈數計數單位為0.1圈時,此控制器可設置的最大圈數為9999.9圈。當計數單位改成1圈時,最大圈數則可以到99999圈.

機械張力器使用說明
我們現在來了解一下張力器,一個穿線的過程。首先漆包線線過經張力器底部的陶瓷圈,然后再經過其上方的羊毛氈,羊毛氈的夾緊的程度可以調節,其方式是通過張力器的另外一側的旋鈕,
然后再穿過防跳線器,再在張力器上的阻尼輪上面過一圈,然后再次經過一個防跳線器,然后再穿過釣魚桿上面的導輪,這就是穿線的過程。
然后我們要怎么樣調節到一個比較合適的張力?
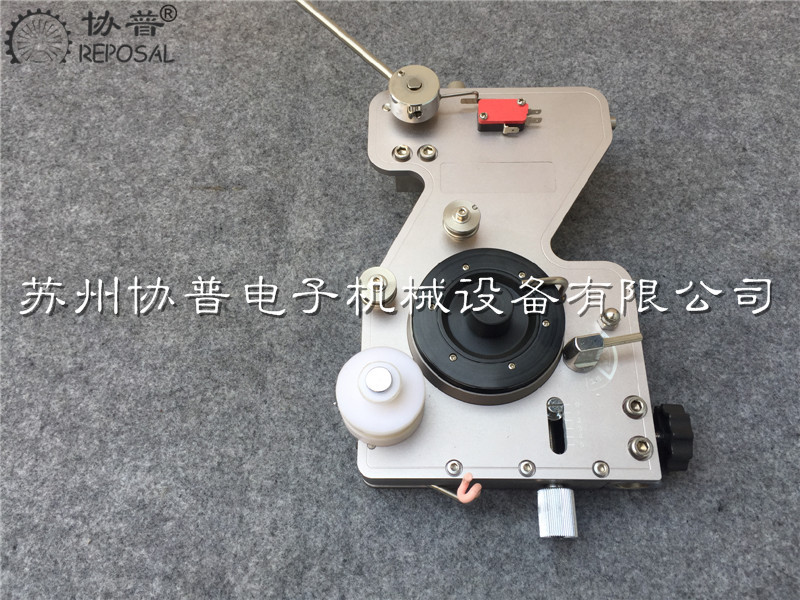
我們現在看一下第一個,這個手柄是一個張力開關,這個張力開關打到往上方的時候,這個阻尼輪就不起作用,轉動它的時候變的很輕。這個張力開關打在下方的時候,張力器開始起作用.
如果我們要調大張力的話,我們就調節張力器底部下方這個旋鈕,這個位置有個刻度。通個這個調節張力器上的阻尼輪的阻尼大小.
然后這個位置的手柄是用來調節反張力的,就是釣魚桿往后面回彈的力量,我們調節的總體原則是在繞線的過程當中,釣魚竿在阻尼輪的相互作用下,即不會無力往下垂,也不會力量過大而只有很好的擺幅要求在有一個比較大的擺動的范圍,這樣的話它就可以緩沖,同時起到一個將漆包線張緊的作用。

繞線機多個程序的連續執行
本公司CNC繞線機允許存儲1000組工藝數據,并支持其中多組工藝數據連續執行,連續執行的組數可以從2組到1000組均可設置,此功能對于工藝比較復雜,需要多次外部干預的產品,提供了極大的方便靈話性,以下的繞線機操作視頻介紹了具體的設置方法.
下面我們說明一下協普繞線機兩個程序,
或者是多個程序之間的連續自動執行,
也就是說繞完第一個程序之后,
然后第二個程序自動執行,
不需要你在中間按啟動鍵,
我們示范一下,
設置是怎么設置的,
首先"步序設定""輸入"
在第二個程序的時候,
我們把"自動啟動"
現在是打開的,
然后第一個程序的"自動啟動"我們要把它關閉,
因為這如果是第一個程序的"自動啟動"打開,
它會成為一個無限循環,
現在把它關閉,
然后按"輸入"按"復歸"
好了,
然后我們注意左下角""燈要打開,
然后我們按啟動.

繞線機工藝參數的設置
本公司CNC繞線機控制器經過不斷完善,其功能完備,性能穩定,可以精確的設置起繞點,線徑,幅寬,高速,低速等主要參數,同時還包括比如起始慢速,停止慢速,兩端停止等等輔助參數,這些常用參數都設計在用戶參數設置區,下面的視頻比較詳細的說明了本公司CNC繞線機的參數設置過程:
現在我們介紹一下協普繞線機的工藝參數的設置.
協普繞線機的控制器分為這么幾大部分的功能.
這個部分叫數字參數區.
它代表的是當前機器的狀態.
比如說這邊的紅燈亮就是對應著待機狀態.
說明這個機器在待機狀態.
下面的狀態有運轉.慢車,定位.超速.
這是一個狀態區就是監視機器目前狀態的.
這是一個數字參數區.
數字參數需就是需要我們設置的一些數字.
在這個地方.
這是一個開關參數.
比如說排線方向開始的時候.
是從左往右還是從右往左.
這是排線方向.
還有繞線方向.
比如說我們站在機器的右側的時候.
看這個繞線軸它是順時針轉還是逆時針轉.
然后選方向.
