協普繞線機?發布串聯平繞式繞線機

相關文章
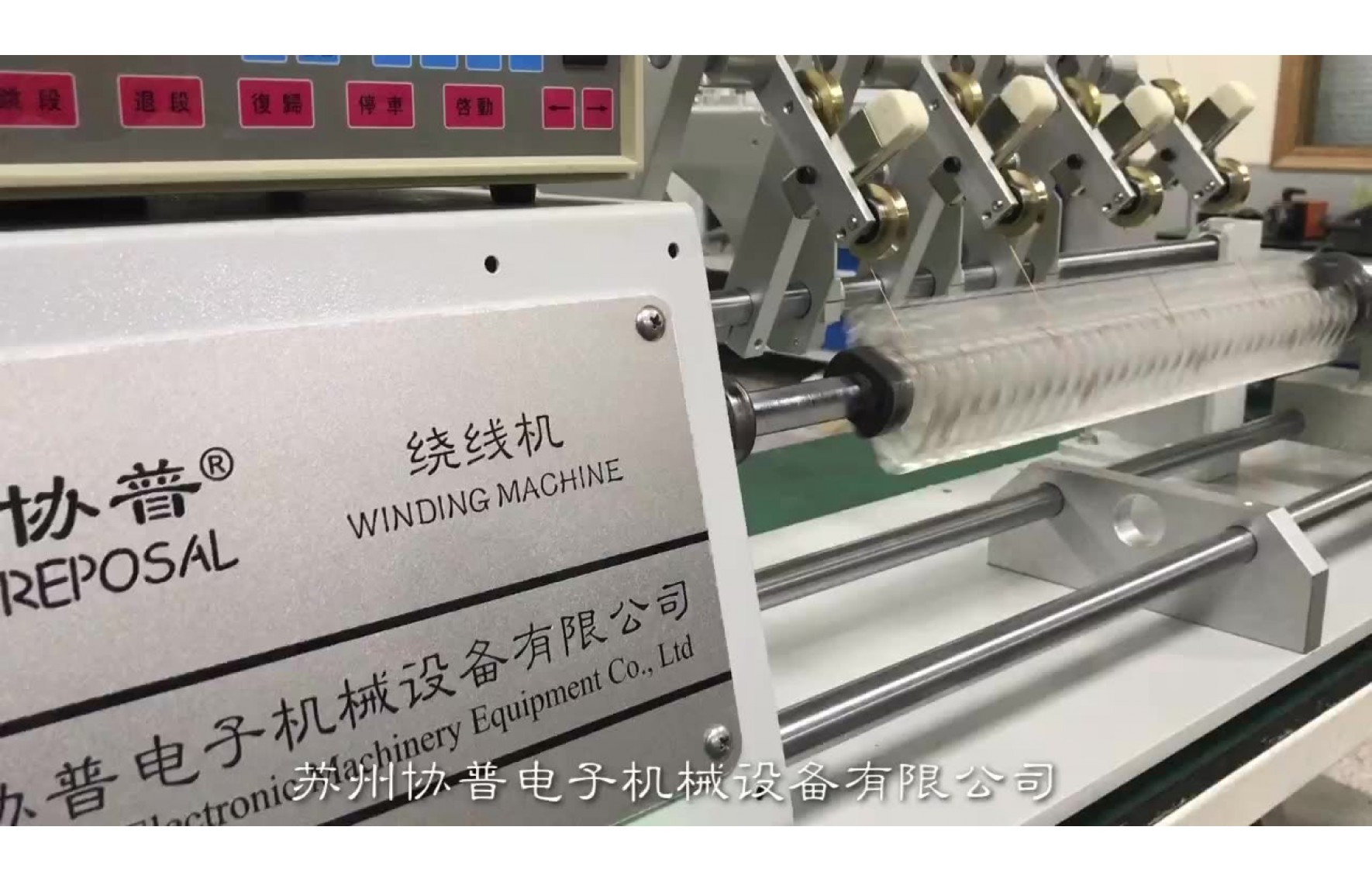
協普繞線機?發布串聯平繞式繞線機
協普繞線機?發布串聯平繞式繞線機
協普繞線機?發布串聯平繞式繞線機
協普繞線機?發布串聯平繞式繞線機

馬蹄形空心杯電機線圈及繞線機
馬蹄形空心杯電機線圈及繞線機
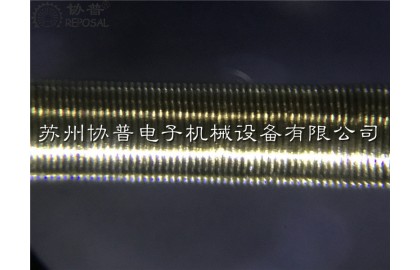
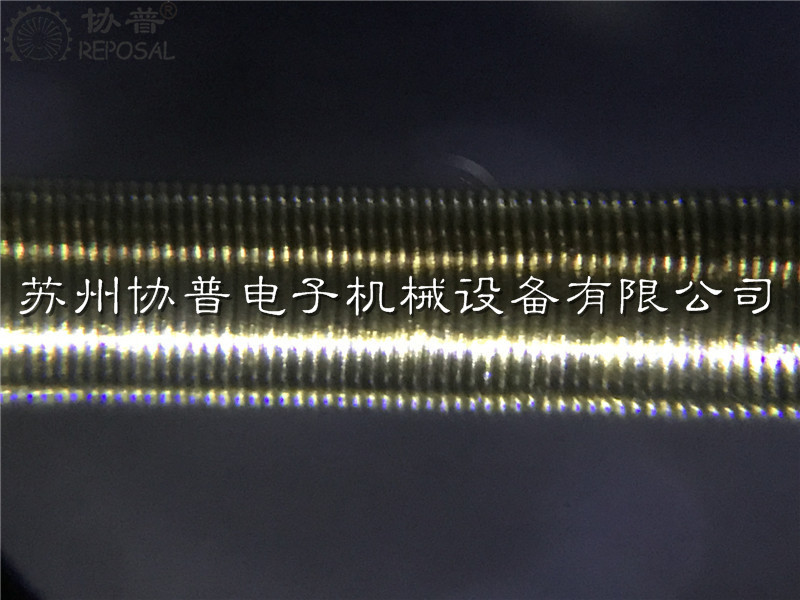
現在中國在空心杯電動機制造方面愈發關注,因為國內自動化空心杯電機產品發展和研究的時間較短,所占有的比例不高,并且中國的人口密集勞動力低廉,即使卷繞式生產即使工序多、酬勞成本巨大,還是擁有占比例極高。最近幾年,中國愈發關注空心杯電機和自動繞線技術,在繞線機設備研發制造方面有了不錯的進步和突破。對電機性能的產生影響的關鍵原因之一是電機中的轉子線圈,空心杯電機中的轉子沒有鐵芯,慣量小,功能性卓越而且適用應用的范圍廣。另外在對線圈繞制設備的研發中,馬鞍形線圈排列規整,磁體的利用效率高。

空心杯電機與老式傳統的帶鐵芯的電機相比,比后者的能量轉換效率較明顯較高,而且反應速度也會快很多,,而空心杯電機效率極高,響應速度快,性能穩定。由于空心杯電機沒有滯后,額外的電磁干擾低,可以達到非常高的電機轉速,而且高速運行時速度設定靈敏,因此具有相對穩定和穩定的性能。此外,空心杯電機的能量密度遠大于其他電機,重量將遠小于相同功率的鐵芯電機。
現在按照線圈的成型方式,在空心杯電機線圈中,它的生產技術大致可分為繞卷生產技術和一次成型生產技術兩種工藝路線。
兩種方式相比較,第一種卷繞生產技術比較復雜,繞制線圈時效率比較低。為了提高線圈生產繞制效率,繞線機可以加入一次成型的生產工藝。根據空心杯線圈形狀和繞線方式的不同,常見的空心杯繞線方式可分為平行直繞形、馬鞍形繞制和斜繞形三種。第一項平行直繞形一般多用于匝數相對比較少的空心杯電機線圈繞組。而后兩項是目前國外相對先進的空心杯電機廠家比較常用的兩種線圈繞制工藝。

協普?繞線機成功為電鏡繞組工藝提供有競爭力的解決方案
掃描電子顯微鏡中的漆包線繞組
掃描電子顯微鏡其主要組成部分:電子光學系統、信號收集處理系統、真空系統、圖像處理顯示和記錄系統、電源系統和計算機控制系統等組成。而其中核心部分為電子光學系統,其主要由電子槍、電磁聚光鏡、光闌、掃描系統、消像散器、物鏡和各類對中線圈組成.
協普?繞線機作為專業的精密繞線方案解決供應商,我們重點關注其中電磁聚光鏡,物鏡及消像散器,因為其主要部件構成是漆包線繞組,而且其繞組的精度與一致性與掃描電子顯微鏡的成像質量高度相關。
電磁透鏡線圈.
電磁透鏡主要是對電子束起約束匯聚作用,可以將它看作是光學中的凸透鏡。由于電子束在旋轉對稱的磁場中會受到洛倫茲力的作用,從而產生聚焦作用。所以能產生這種旋轉對稱而非均勻磁場并使得電子束聚焦成像的漆包線繞組線圈的質量就顯得非常重要。
磁透鏡中的漆包線繞組線圈,當電流通過線圈的時,極靴被磁化,并在心腔內建立磁場,對電子束產生聚焦作用。磁透鏡中的漆包線繞組有兩種,分別為聚光鏡漆包線繞組和物鏡漆包線繞組,靠近電子槍的透鏡是聚光鏡漆包線繞組,靠近試樣的是物鏡漆包線繞組。一般聚光鏡是強勵磁透鏡漆包線繞組,強勵磁透鏡漆包線繞組匝數多,呈圓柱狀多層排列,要求旋轉對稱性好

協普?繞線機成功發布射頻消融導管繞線機
 協普?繞線機成功發布射頻消融導管繞線機
協普?繞線機成功發布射頻消融導管繞線機
射頻消融技術具有消融和切割功能,治療機理主要為熱效應。射頻是指無線電頻率,頻率達到每秒15萬次的高頻振動,但它不屬于無線電通信中波段的劃分。
協普?繞線機經過不斷試驗優化,將此繞線工藝完成。
此繞線機的工作流程如下:
1. 射頻消融導管繞線機主動送線裝置確保放線過程不斷線,不打節.
2.雙折A段計量出線.
3.人工折線頭.
4人工固定線頭. (線頭固定暫定兩種方案)
4.1膠水固定起頭位置.夾具鎖緊PEEK管.
4.2康銅絲掛在鋼管一特征上.繞制完成后膠水固定首尾兩端.)
5.按射頻消融導管繞線機啟動鍵繞制.
6.( 射頻消融導管繞線機繞制過程中AB兩段線均有可調整的張力)
7.繞制到指定位置跳格.(具體跳的長度可以設置,跳格時旋轉的角度可以設置.
8. 射頻消融導管繞線機繞制完成后饋線點停止在結束處并保持張力.
9.人工點膠固定線尾
10. 射頻消融導管繞線機兩端同軸,旋轉方向同步.
11.鎖緊軸芯后兩端需要有可調整的預拉伸力.

互感器纏繞電工皺紋紙|變壓器纏繞皺紋紙|互感器纏繞皺紋紙
變壓器絕緣皺紋紙具有較好的機械強度,較高的耐電壓強度,表面有皺紋、富有一定的韌性。而且其裁剪方便,在變壓器繞制成型后,在后工裝油浸中仍然保持一定的強度,這個特點可以非常好的保護變壓器的漆包線不會被擠壓拆斷,即滿足了絕緣性要求,又滿足了機械性能要求。

所以其廣泛用于變壓器絕緣.一般在變壓器中使用使用,在互感器用使用較少,因為互器器鐵芯結構為環形,因為絕緣皺紋紙表面有皺紋,摩擦較大,所以使用環形包帶機纏繞時較為困難,所以一般情況下互感器線圈如果要求使用皺紋紙時,采用人工纏繞,我們經過細節改善,成功克服此一問題.


協普?繞線機發布線導導彈制導光纖繞線機
協普?繞線機發布線導導彈制導光纖繞線機
線導導彈的光纖制導是利用特殊光纖在導彈與發射裝置之間,雙向傳輸信息和控制信號來完成對受控導彈的閉環制導控制。
光纖制導屬于遙控制導中的有線制導,其優點不但是精度高、抗干擾能力強,可以可以裝備光纜軸、微型攝像機等,導彈發射后尾部便會釋放出光纖,可對導彈進行控制和獲取目標信息。
光纖的纏繞與釋放技術是光纖制導的關鍵技術,目前我國在光纖卷繞生產中尚未實現自動化生產,對繞制技術人員的熟練程度依賴非常高,纏繞過程中的跨匝工序仍以人工操作為主,生產效率低,差錯機率高,一致性低。
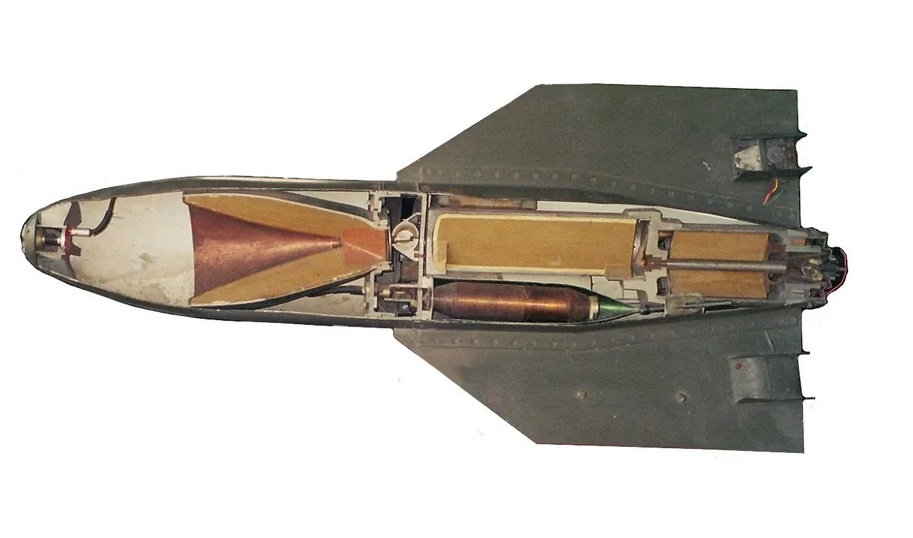 光纖的高速釋放除了通過其它途徑來解決外,一個重要的途徑就是通過光纖纏繞來保證光纖的順利釋放.光纖纏繞技術是指針對光纖制導導彈的要求,把光纖纏繞在線軸上的技術。鑒于光纖較一般纖維的獨特性質,以及光纖制導導彈的特殊用途,使得光纖纏繞成為一項復雜的技術難題。在實現自動化繞制過程中,與光纖自身性質有關的技術難點主要有如下幾方面:
光纖的高速釋放除了通過其它途徑來解決外,一個重要的途徑就是通過光纖纏繞來保證光纖的順利釋放.光纖纏繞技術是指針對光纖制導導彈的要求,把光纖纏繞在線軸上的技術。鑒于光纖較一般纖維的獨特性質,以及光纖制導導彈的特殊用途,使得光纖纏繞成為一項復雜的技術難題。在實現自動化繞制過程中,與光纖自身性質有關的技術難點主要有如下幾方面:
協普?繞線機成功實現無骨架毛細管式磁性液體加速度傳感器的線圈制備工藝
磁性液體既能像液體一樣流動,又能像固體磁性材料一樣被磁場吸引的膠體溶液,如果在納米級的固體磁性顆粒周圍包覆一層能夠防止固體顆粒相互結合的表面活性劑,那么磁性液體就具有足夠的穩定性,在重力和磁場的長期作用下也不會發生團聚和沉降。
特別是磁性液體中的非磁性物質在非均勻磁場中會受到一個指向弱磁場區域的磁場力,這使得許多磁性液體加速度傳感器便可基于該種特性而設計。
這些特性使得磁性液體加速度傳感器與傳統加速度傳感器相比具有無磨損,靈敏度高,結構簡單等諸多優點。
然而現有磁性液體加速度傳感器大多采用了固體質量塊作為非磁性物質,并利用線圈檢測不同加速度情況下電感的變化來獲得輸出信號,但其缺點是導致磁路復雜,傳感器穩定性較差。
新的解決方案應運而生-采用毛細管式的磁性液體加速度傳感器,穩定性好、磁路簡單、測量結果準確可靠且使用時效長。

協普繞線機?發布全自動電感繞線機
協普繞線機?發布全自動電感繞線機

此機型主要應于棒形電感的繞制,棒形電感在此繞線機繞制過程中,實現了無人置守的全自動化,其繞圈繞制速度快,電感一致性好,調試方便,易維護,為協普的合作客戶客戶在棒形電感繞制工藝上,提供了有競爭力的方案。
協普繞線機?發布雙繞式粗線徑空芯線圈繞線機
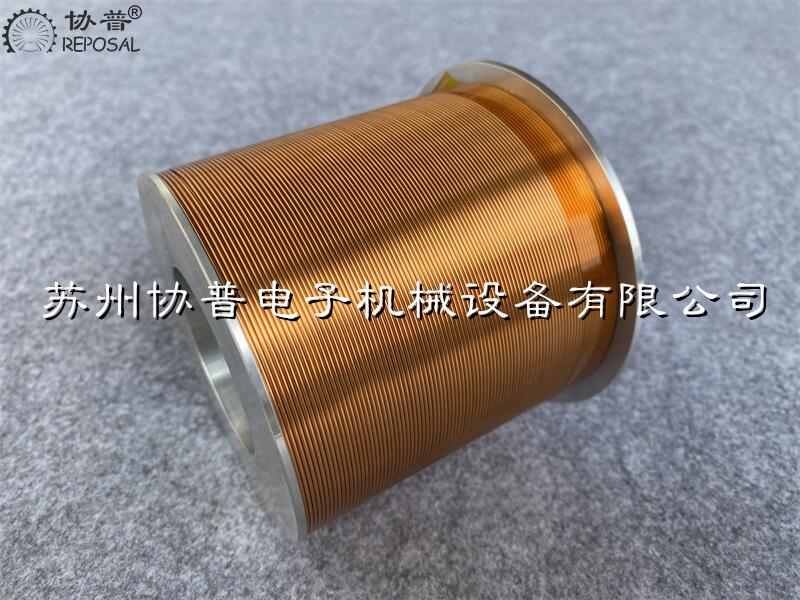
蘇州協普電子機械設備有限公司發布雙繞式粗線徑空芯線圈繞線機sp-s112hb機型——此機型主要針對漆包線直徑較大的空芯線圈,繞圈繞制速度快,一致性好,通過控制系統與機械的優化,在較大漆包線直徑的空芯線圈繞制過程中,對于線頭固定,張力控制,繞制精度,脫模速度都為客戶提供了有競爭力的方案。


協普繞線機?發布精密同步繞線機


協普繞線機?發布精密自動剝漆斷線繞線機
蘇州協普電子機械設備有限公司發布精密自動剝漆斷線繞線機
在電感類線圈繞制工藝中,其線圈的繞制工藝要求差別性較大,漆包線直徑從細到粗,線圈的結構形狀從盤狀到柱狀,漆包線的種類從普通到自粘線等等.所以對于不強調競爭力的繞圈繞制工廠來講,需要的機器是適應范圍較大的繞線機,但往往適應范圍較大的繞線機對每個具體規格的線圈繞制而言,不管是質量還是效率,都難有針對性的競爭力.
為使協普的客戶在電感線圈繞制工藝保持競爭力,我們應客戶需求開發了這款繞線機-精密自動剝漆斷線繞線機.
此機型主要針對漆包線直徑較大的帶骨架線圈,它有幾個功能特點,一是排線速度快,如果可以在較大漆包線直徑時保持較快的繞線軸轉速.二是排線平整.通過控制及針對性的結構優化,可以穩定的繞制出緊湊一致的線圈.三是有自動剝漆功能,對于較粗的非直焊漆包線來講,加入這一功能,相當于將兩個工序整合到一個工序,四是加入了自動斷線的功能,對于較粗漆包線來講,自動斷線即提高了效率,強化了一致性,也顯著的降低了作業員的勞動強度.
具體可參見視頻,此視頻的作業節拍為機器驗收時拍攝,整個作業過程,快速穩定,但實際上在漆包線頭的固定與拆卸效率上還有提高空間.
平行繞線機通用技術條件 SJ/T 10313—92
中華人民共和國電子行業標準
平行繞線機通用技術條件sj/t 10313—92
General specification of parallel winding machine
1主題內容與適用范圍
本標準規定了平行繞線機的技術要求、試驗方法、檢驗規則及標志、包裝、運輸和貯存要 求。
本標準適用于繞制骨架截面形狀為圓形或矩形線圈的平行繞線機。
本標準不適用于繞制環形、蜂房形、馬鞍形線圈的繞線機。
2引用標準
GB191包裝儲運圖示標志
GB4006.1繞組線圈圓柱形線盤型式尺寸
GB4006.2繞組線圈錐形線盤型式尺寸
GB4215金屬切削機床噪聲聲功率級的測定
GB5080.7設備可靠性試驗恒定失效率假設下的失效率與平均無故障時間的驗證試 驗方案
GB6109.1漆包圓繞組線第一部分一般規定

特殊的微型永磁脫扣器線圈繞線機
如圖所示,此微型永磁脫扣器線圈,被ABB,伊頓EATON穆勒的緊湊型斷路器廣泛應用,結構緊湊,在一尺寸微小的金屬結構支架上,繞制一個與此金屬結構件彼此封閉的吸合線圈,看似簡單,但其設計工藝性極強,所以一直成為業界企業在此類產品上實現國產化的行業壁壘。
協普?繞線機以專業專注之姿態,蒙國內斷路器行業技術先進客戶之信任,全力以赴,成功逆向破解此一工藝流程,助力協普?繞線機的客戶將此產品順利國產化。
